简体中文
简体中文
HABERLER
Ev / Haberler / Sektör haberleri / Yüksek Hassasiyetli Damgalı Demir Solenoid Valf Muhafazası Üretim Süreçleri

Giyime dayanıklı ve yüksek basınçlı paslanmaz çelik shim'imiz, koşullara dayanacak ve çeşitli endüstriyel uygulamalarda olağanüstü performans sağlamak için tasarlanmıştır. Premium sınıf paslan...
Detaylara bakın
Paslanmaz çelik Starlock yıkayıcı bağlantı elemanları, parçaları su valfi düzeneklerinde güvenli bir şekilde tutmak için tasarlanmış özel tutma bileşenleridir. Yüksek kaliteli paslanmaz çelikten ür...
Detaylara bakın
Damgalı demir yağı bölmesi, mekanik montajlar içindeki yağ akışını yönetmek ve kontrol etmek için tasarlanmış motor ve şanzıman sistemlerinde kritik bir bileşendir. Hassas metal damgalama işlemleri...
Detaylara bakın
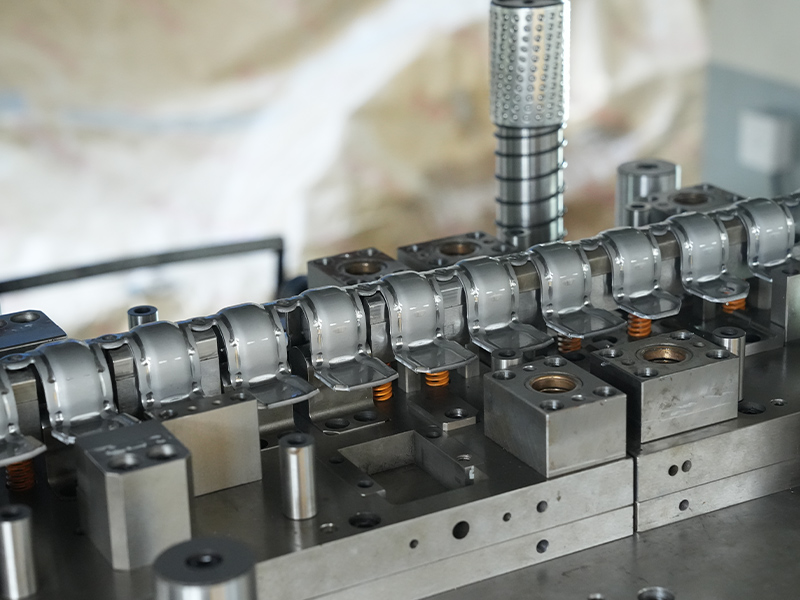
Damgalı demir solenoid valf gövdesi, solenoid valf sistemlerini kapsamak ve korumak için tasarlanmış hassas bir bileşendir. Derin çizim, delme ve şekillendirme gibi gelişmiş metal damgalama işlemle...
Detaylara bakın
Demir contamız, çok çeşitli endüstriyel uygulamalarda dayanıklı ve güvenilir performans sağlamak için tasarlanmış yüksek performanslı bir sızdırmazlık çözümüdür. Yüksek kaliteli demir malzemelerden...
Detaylara bakın
Demir Motor Tork Dönüştürücü Bileşeni Damgalama Parçaları, otomotiv güç aktarma organı sistemlerindeki tork dönüştürücüler için özel olarak tasarlanmış hassas mühendislik bileşenleridir. Gelişmiş m...
Detaylara bakın
Demir sürtünme plakamız, verimli enerji transferi ve ısı direnci gerektiren çeşitli mekanik sistemlerde kullanılmak üzere tasarlanmış yüksek kaliteli, dayanıklı bir bileşendir. Premium sınıf demir ...
Detaylara bakın
Demir alüminyum sessizlik kapağımız, çok çeşitli endüstriyel ve mekanik uygulamalarda gürültüyü ve titreşimi etkili bir şekilde azaltmak için tasarlanmış yüksek performanslı, dayanıklı bir çözümdür...
Detaylara bakın
Bakır ince duvarlı yatak kafesimiz, hassas yataklarda kullanılmak üzere tasarlanmış, çeşitli endüstriyel uygulamalarda dayanıklılık ve verimli performans sunan önemli bir bileşendir. Yüksek kalitel...
Detaylara bakın
Fosfor bronz konektörleri, bakır, kalay ve fosforu birleştiren bakır alaşımından yapılmış hassas şekilde tasarlanmış elektrik bileşenleridir. Bu özel malzeme, elektriksel iletkenlik, korozyon diren...
Detaylara bakın
Bakır Gümüş Kaplama Su Pompası Solenoid Valf Pimi, su pompası solenoid valflerinde işlevsellik için tasarlanmış yüksek performanslı, hassas şekilde tasarlanmış bir bileşendir. Yüksek kaliteli bakır...
Detaylara bakın
Saf çinko plaka amortisörü, çeşitli makine ve ekipmanların işlevselliğini ve uzun ömürlülüğünü arttırmak için tasarlanmış yüksek performanslı, dayanıklı bir çözümdür. Saf çinko malzemeden inşa edil...
Detaylara bakıniletişim bilgileri
Address: 6 Qiasheng North Road, Caoqiao Endüstri Parkı, Xueyan kasabası, Wujin Bölgesi, Changzhou City, Jiangsu Eyaleti
TEL: 86-150692548
Ürünlerimizle ilgileniyorsanız, lütfen bize danışın