 简体中文
简体中文


Donanım damgalama parçaları modern imalatın temelini oluşturur. Arabanızın kapısındaki braketten endüstriyel rölenin içindeki terminale kadar bu küçük hassas bileşenler, karmaşık düzeneklerin güvenilir bir şekilde çalışmasını sağlar; çoğu zaman son kullanıcı bunları fark etmez. 2010'dan bu yana metal damgalama parçaları üreten bir üretici olarak, donanım damgalama parçalarının gerçekte ne olduğu, nasıl yapıldıkları ve bunları tedarik ederken nelere dikkat etmeniz gerektiği konusunda size net ve pratik bir resim sunmak istiyoruz.
Donanım Damgalama Parçaları Nelerdir?
Donanım damgalama parçaları, mekanik veya hidrolik bir pres kullanılarak sacın bir kalıptan preslenmesi, delinmesi, bükülmesi veya çekilmesiyle üretilen metal bileşenlerdir. İşlem metal damgalama veya presle şekillendirme olarak bilinir. Bir şekil oluşturmak için malzemeyi kaldıran işlemenin aksine, damgalama bir şekillendirme işlemidir; malzeme kesilmeden yeniden şekillendirilir, bu da israfı ve maliyeti büyük ölçüde azaltır.
"Donanım damgalama parçaları" terimi son derece geniş bir bileşen yelpazesini kapsar. Kısa bir temsilci listesi şunları içerir:
- Otomotiv gövde aksamlarında kullanılan braketler, klipsler ve montaj plakaları
- Tüketici elektroniğindeki elektrik terminalleri, konektörler ve koruyucu kapaklar
- Tıbbi cihazlarda cerrahi alet muhafazaları ve implanta bitişik bileşenler
- Endüstriyel makinelerdeki muhafazalar, soğutucular ve yapısal çerçeveler
- Hırdavat ve inşaat ürünlerinde menteşeler, bağlantı elemanları, yaylar ve pullar
Tüm bu bileşenlerin ortak özelliği, sıkı boyutsal tutarlılık, yüzey bütünlüğü ve tekrarlanabilir bir kalite seviyesinde yüksek hacimlerde üretilme yeteneğidir.
Temel Damgalama Süreçleri Açıklandı
İlgili temel operasyonları anlamak, tedarikçinizle daha etkili iletişim kurmanıza ve teklifleri daha doğru değerlendirmenize yardımcı olur. Çoğu donanım damgalama parçası aşağıdaki işlemlerden bir veya daha fazlasıyla üretilir:
Körleme ve Delme
Bir zımba, düz bir şekli ayırmak (boşlaştırma) veya bir delik oluşturmak (delme) için metal levhayı bir kalıptan geçmeye zorlar. Bunlar genellikle çok aşamalı bir süreçteki ilk işlemlerdir. Buradaki boyutsal doğruluk, her aşağı yöndeki işlemin tolerans dahilinde kalıp kalmayacağını belirler.
Bükme ve Şekillendirme
Bükme, açısal özellikler oluşturmak için düz bir eksen boyunca kuvvet uygular. Şekillendirme, kabartma, basma ve kıvırma da dahil olmak üzere, malzemeyi çıkarmadan tabakanın konturunu değiştiren herhangi bir işlem için daha geniş bir terimdir. Geri yaylanma (metalin şekillendirildikten sonra kısmen orijinal şekline dönme eğilimi) boyutsal hatanın en yaygın kaynaklarından biridir; deneyimli takım imalatçıları, kalıp tasarımında en başından itibaren bunu hesaba katarlar.
Derin Çekme
Derin çekme, içi boş, üç boyutlu bir şekil oluşturmak için düz bir ham parçayı kalıp boşluğuna çeker; kaplar, kutular, muhafazalar ve muhafazalar tipik çıktılardır. Derinlik-çap oranı (çekme oranı olarak bilinir), bir parçanın tek bir çekmeyle mi oluşturulacağını yoksa birden fazla indirgeme aşaması mı gerektireceğini belirler. Çoğu malzeme, çatlama olmadan aşama başına kabaca 1,5 ila 2,0 arasında bir çekme oranına izin verir.
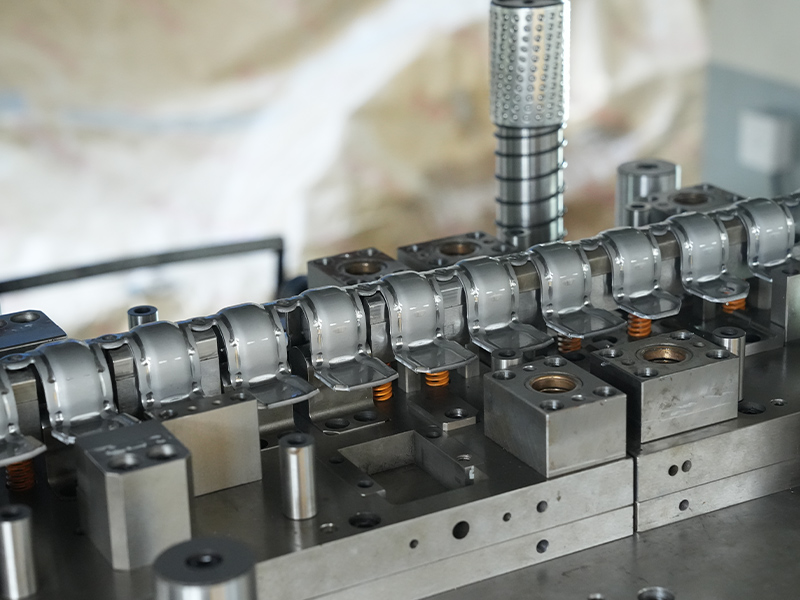
Progresif Kalıp Damgalama
Aşamalı kalıp işleme, tek bir kalıp seti içindeki ardışık istasyonlarda birden fazla işlemi (kör kesme, delme, bükme, şekillendirme) gerçekleştirir. Bir metal bobin otomatik olarak beslenerek her baskı vuruşunda bir adım ilerler. Progresif kalıplar, yüksek hacimli donanım damgalama parçaları için standart seçimdir çünkü birden fazla işlemi tek bir döngüde birleştirerek işlem süresini ve parça başına maliyeti azaltırlar. Dakikada 100 ila 400 vuruşluk çevrim hızları yaygındır.
Transfer Kalıp Damgalama
Bir parça, işlem boyunca bir taşıyıcı şeride bağlı kalamayacak kadar büyük veya karmaşık olduğunda, erken ayrılır ve mekanik olarak istasyonlar arasında aktarılır. İşlemler arasında boşlukların yeniden konumlandırılması veya çevrilmesi gereken otomotiv gövde panelleri gibi daha büyük yapısal parçalar için transfer kalıpları tercih edilir.
Malzeme Seçimi: Metalin Uygulamaya Eşleştirilmesi
Malzeme seçimi bir damgalama projesinde en önemli kararlardan biridir. Yanlış malzeme, takım aşınması, zayıf şekillendirilebilirlik, yetersiz mekanik özellikler veya gereksiz maliyet anlamına gelebilir. Aşağıda donanım damgalama parçalarında kullanılan en yaygın malzemelerin pratik bir karşılaştırması bulunmaktadır:
| Malzeme | Anahtar Özellikler | Tipik Uygulamalar | Hususlar |
|---|---|---|---|
| Karbon Çelik (SPCC / DC01) | Yüksek mukavemet, düşük maliyet, iyi şekillendirilebilirlik | Yapısal braketler, makine çerçeveleri, muhafazalar | Korozyona direnmek için kaplama veya kaplama gerektirir |
| Paslanmaz Çelik (304/316) | Mükemmel korozyon direnci, işlenerek sertleşmeden sonra yüksek sertlik | Tıbbi cihazlar, gıda ekipmanları, denizcilik donanımı | Daha yüksek takım aşınması; geri yaylanma dikkatli bir şekilde telafi edilmelidir |
| Alüminyum (1xxx / 5xxx / 6xxx) | Hafif, korozyona dayanıklı, iyi ısı iletkenliği | Otomotiv hafifliği, elektronik soğutucular, havacılık | Çelikten daha düşük mukavemet; alaşım seçimi kritiktir |
| Bakır / Bakır Alaşımları | Üstün elektrik ve termal iletkenlik, sünek | Elektrik terminalleri, konnektörler, baralar | Daha yüksek malzeme maliyeti; Depolamada gerekli oksidasyon yönetimi |
| Çinko / Çinko Alaşımları | İyi şekillendirilebilirlik, doğal korozyon bariyeri, düşük maliyet | Dekoratif donanım, otomotiv kaplaması, tüketim malları | Çelikten daha düşük mekanik dayanım; yük taşıyan parçalar için uygun değildir |
Dingjia'da hem demir hem de demir dışı malzemelerin tüm çeşitleriyle çalışıyoruz. Bizim donanım damgalama parçaları ürün yelpazesi paslanmaz çelik, karbon çeliği, alüminyum, bakır, bakır bazlı kaplama ve çinko alaşımlı damgalamayı kapsar; müşterilere malzeme gereksinimleri ne olursa olsun tek kaynak seçeneği sunar.
Bilmeniz Gereken Toleranslar ve Boyut Standartları
Tolerans gereksinimlerinin takım maliyeti, çevrim süresi ve hurda oranı üzerinde doğrudan etkisi vardır. Fiyat teklifi istemeden önce neyin ulaşılabilir olduğunu ve neyin maliyeti artırdığını anlamakta fayda var.
- Standart ticari toleranslar damgalı sac parçalar için malzeme kalınlığına ve özelliğin karmaşıklığına bağlı olarak doğrusal boyutlar için tipik olarak ±0,1 mm ila ±0,3 mm arasındadır.
- Hassas ilerici kalıp damgalama Uygun kalıp temizleme yönetimi ve düzenli kalıp bakımı ile zımbalanmış deliklerde ve körlenmiş kenarlarda ±0,02 mm ila ±0,05 mm tutabilir.
- Bükülme açısı toleransları genellikle ±1° standart koşullar altında ve hassas uygulamalar için ±0,5°.
- Özellikle otomatik montajda kullanılan parçalar için düzlük ve diklik gereksinimleri, varsayılmak yerine çizimde açıkça belirtilmelidir.
Uygulamanın gerçekte ihtiyaç duyduğundan daha sıkı toleranslar belirlemek, alıcıların istemeden parça maliyetini artırmasının en yaygın yollarından biridir. Tasarım ekibiniz kararsızsa, takım onayından önce tedarikçiyle birlikte DFM (Üretilebilirlik için Tasarım) incelemesi yapmak, daha sonra pahalı revizyonları önleyebilir.
Donanım Damgalama Parçaları için Yüzey İşlem Seçenekleri
Ham damgalanmış metal yüzeyler nadiren bir donanım parçasının son halidir. Yüzey işlemi üç ana amaca hizmet eder: korozyona karşı koruma, estetik iyileştirme ve işlevsel değişiklik (sertliğin arttırılması veya elektrik temasının iyileştirilmesi gibi). En yaygın sonlandırma seçenekleri şunları içerir:
- Elektrokaplama – Korozyona karşı koruma ve görünüm için parça yüzeyine ince bir metalik tabaka (çinko, nikel, krom, kalay, altın) bırakır. Kalınlık tipik olarak 5-25 µm'dir.
- Toz Boya – Polimer tozunun elektrostatik uygulaması, ardından fırında kürlenmesi. 60–100 µm kalınlığında dayanıklı, düzgün bir kaplama sağlar. Karbon çeliği yapısal parçalarda yaygındır.
- Eloksal – Yoğun, entegre bir oksit tabakası oluşturan, alüminyuma özel bir elektrokimyasal işlem. Tip II anotlama 5–25 µm verir; Tip III (sert eloksal), önemli ölçüde daha yüksek sertlikle 25–150 µm verir.
- Pasivasyon – Paslanmaz çeliğe yönelik, serbest demiri yüzeyden uzaklaştıran ve malzemenin doğal korozyon direncini en üst düzeye çıkaran kimyasal bir işlem. Tıbbi ve gıdaya uygun parçalar için yaygın olarak belirtilir.
- Fosfatlama Boyası – Çelik otomotiv parçaları için yaygın olarak kullanılan iki aşamalı bir işlem: demir veya çinko fosfat dönüşüm kaplaması, sonraki boyama için temel olarak yapışma ve korozyon direnci sağlar.
- Parlatma / Çapak Alma – Titreşimli veya tamburlu son işlem, ellere, kablolara veya sızdırmazlık bileşenlerine temas eden parçalar için gerekli olan, delinmiş özelliklerdeki çapakları ve keskin kenarları giderir.
Doğru son işlem seçimi, çalışma ortamına, düzenleyici gerekliliklere (elektronik parçalar için RoHS uyumluluğu sıklıkla gereklidir) ve montaj sürecinize bağlıdır. Tedarikçinize son kullanım koşullarını önceden bildirin; bu, son işlem kadar malzeme seçimini de etkiler.
Temel Endüstriler ve Damgalı Parçalardan Talepleri
Donanım damgalama parçaları genel ürünler değildir. Her endüstri, üreticinin ilk kalıp kesilmeden önce anlaması gereken belirli teknik ve düzenleyici talepleri beraberinde getirir.
Otomotiv
Otomotiv stamping parts must meet tight dimensional tolerances because they are integrated into automated assembly lines where even a 0.2 mm deviation can cause fit failures. IATF 16949 Kalite sistemi sertifikasyonu, Tier 1 ve Tier 2 otomotiv tedarikçileri için fiilen zorunludur. Malzeme izlenebilirliği, PPAP (Üretim Parçası Onay Süreci) belgeleri ve işlevsel dayanıklılık testleri standart gereksinimlerdir. Bizim otomotiv çelik damgalama parçaları IATF 16949 sertifikalı kalite kontrol altında üretilmektedir.
Elektronik ve Elektrik
Elektronikteki terminaller, konektörler, korumalar ve kontak yayları tutarlı temas kuvveti, hassas geometri ve güvenilir kaplama yapışması gerektirir. Bakır ve bakır alaşımlı damgalama parçaları elektriksel iletkenlikleri nedeniyle bu segmentte hakimdir. Bakır üzerine kalay veya altın kaplama, korozyona uğramayan birleşme yüzeyleri için standarttır. Konektör uygulamalarında ±0,01–0,05 mm'lik mikro damgalama toleransları yaygındır.
Tıbbi Ekipman
Tıbbi damgalama parçaları biyouyumluluk, tekrarlanan sterilizasyon döngülerine dayanıklılık ve malzeme partilerinin tam izlenebilirliğini gerektirir. 316L paslanmaz çelik Tuzlu ve kimyasal ortamlardaki üstün korozyon direnci nedeniyle en sık belirtilen malzemedir. ISO 13485 kalite yönetimi sertifikası, tıbbi OEM'lerden temel beklentidir.
Endüstriyel Makineler
Endüstriyel ekipmanlardaki yapısal braketler, mahfaza panelleri ve mekanizma bileşenleri, uzun hizmet ömrü boyunca yük taşıma kapasitesine ve boyutsal kararlılığa öncelik verir. Yüksek mukavemetli karbon çeliği ve yapısal alüminyum alaşımları tipik seçimlerdir. Çoğu durumda, kaynak veya perçinleme işlemleri damgalamayı takip eder; dolayısıyla tutarlı boş boyutlar ve kenar kalitesi, sonraki birleştirme kalitesini doğrudan etkiler.
Takımlama: Uzun Vadeli Parça Maliyetini Belirleyen Yatırım
Kalıp (veya alet), bir damgalama projesinde birincil sermaye yatırımıdır ve kalıplama ekonomisini anlamak, daha iyi kaynak bulma kararları vermenize yardımcı olur.
Küçük bir braket için basit, tek işlemli bir kalıbın maliyeti 3.000 ila 8.000 ABD Doları olabilir. Karmaşık bir konnektör bileşeni için çok istasyonlu aşamalı kalıp, istasyon sayısına, malzemeye ve gerekli toleranslara bağlı olarak 50.000 ila 150.000 ABD Doları veya daha fazlasına ulaşabilir. Ancak bu ön maliyet, üretim süreci boyunca amortismana tabi tutulur. 50.000-100.000 parçanın üzerindeki hacimlerde damgalama, genellikle herhangi bir metal şekillendirme işlemi arasında en düşük parça başına maliyeti sağlar.
Tedarikçinize takımlarla ilgili sorulacak temel sorular:
- Nominal kalıp ömrü nedir (büyük bakım gerekmeden önceki vuruş sayısı)?
- Aletlerin sahibi kimdir ve tedarikçiyi değiştirirseniz ona ne olur?
- Takım bakım programı nedir ve rutin bileme masraflarını kim üstlenir?
- Tasarımınız biraz değişirse veya yeni bir alet gerekliyse aynı kalıp seti değiştirilebilir mi?
Takımları dışarıdan temin eden bir tedarikçi yerine şirket içi kalıp tasarımı ve bakım yeteneklerine sahip bir tedarikçi, genellikle ilk numunelerde daha hızlı teslim süreleri ve takım kalitesi ve ömrü üzerinde daha fazla kontrol sunar.
Donanım Damgalamada Kalite Kontrol: Titiz Bir Süreç Nasıl Görünüyor?
Boyutsal doğruluk tek başına parça kalitesini tanımlamaz. Damgalı donanım parçalarına yönelik sağlam bir kalite kontrol sistemi, tüm üretim akışını kapsar:
- Gelen malzeme denetimi – Bobinler üretime girmeden önce malzeme sertifikalarının doğrulanması ve mekanik özelliklerin ve kalınlıkların örneklenmesi.
- İlk ürün denetimi (FAI) – Seri üretim başlamadan önce ilk üretim numunesinin mühendislik çizimiyle tam boyutlu olarak doğrulanması.
- Proses İçi SPC (İstatistiksel Proses Kontrolü) – Üretim sırasında belirli aralıklarla parçalardan numune alma ve hatalı parçalar üretmeden önce sapmayı yakalamak için kritik boyutları kontrol grafiklerinde takip etme.
- Koordinat Ölçüm Makinesi (CMM) denetimi – Sıkı tolerans özellikleri için CMM ölçümü, operatörün öznelliğini ortadan kaldırır ve belgelenmiş boyut raporları sağlar.
- Yüzey ve görsel inceleme – Tanımlanan aydınlatma koşulları altında çapak, çatlak, çizik, kaplama kusurları ve diğer yüzey anormalliklerinin kontrol edilmesi.
- Giden kalite kontrolü (OQC) – Müşteriye sunulan denetim raporlarıyla birlikte sevkıyattan önce son AQL bazlı numune alma denetimi.
tutuyoruz IATF 16949 sertifikası Zeiss koordinat ölçüm cihazları ve yarı otomatik CMM'lerle donatılmış kaliteli bir laboratuvar işletmek. Düzenlemeye tabi sektörlerdeki müşterilerimiz için her gönderide tam denetim kayıtları ve malzeme izlenebilirlik belgeleri sağlayabiliriz.
Donanım Damgalama Parçaları Tedarikçisi Nasıl Değerlendirilir?
Doğru üreticiyi seçmek, tasarımı doğru yapmak kadar önemlidir. Uzun vadeli tedarik güvenilirliğini fiilen sağlayan kriterlere dayanan pratik bir değerlendirme çerçevesi aşağıda verilmiştir:
| Kriter | Nelere Bakılmalı? | Kırmızı Bayraklar |
|---|---|---|
| Takım Kabiliyeti | Şirket içi kalıp tasarım ve bakım ekibi | Tüm takımlar dış kaynaklıdır; sınırlı DFM desteği |
| Pres Ekipmanları | Tonaj aralığı (parça kalınlığınızı kapsar); modern CNC kontrollü presler | Yalnızca bir veya iki baskı boyutu; bakım kaydı olmayan eskiyen ekipmanlar |
| Kalite Sertifikası | IATF 16949 (otomotiv), ISO 9001, ISO 13485 (medikal) | Yakın zamanda yenilenmeyen sertifika veya sertifika yok |
| Muayene Ekipmanları | CMM, optik karşılaştırıcılar, yerinde sertlik test cihazları | Yalnızca hassas özellikler için manuel göstergelere güvenme |
| Malzeme Breadth | Şirket içinde hem demir içeren hem de demir içermeyen malzemeleri işler | Yalnızca tek bir malzeme ailesinde uzmanlaşmıştır; gelecekteki tasarım değişikliklerini destekleyemez |
| İletişim | Teknik sorulara yanıt veren; DFM geri bildirimi konusunda proaktif | Yanıt vermekte yavaş; boyutsal garantilere bağlı kalmaktan kaçınır |
Fabrika denetimlerini memnuniyetle karşılıyoruz ve potansiyel müşterilerimize üretim sürecimiz, takımhanemiz ve kalite laboratuvarımız boyunca rehberlik etmekten mutluluk duyuyoruz. Yeterlilik aşamasında şeffaflık, her iki tarafa da fayda sağlayacak uzun vadeli tedarik ilişkisi kurmanın en iyi yoludur.
Damgalama Projenizden En İyi Şekilde Faydalanmak: Pratik İpuçları
Otomotiv, elektronik ve medikal sektörlerindeki müşterilerle 15 yılı aşkın bir süre çalıştıktan sonra, sürekli olarak daha iyi sonuçlara yol açan uygulamalar şunlardır:
- Yıllık hacim tahmininizi paylaşın erken. Yaklaşık bir rakam bile (örneğin, 200.000 parça/yıl) aşamalı takımlamanın, transfer takımının veya bileşik takımlamanın ekonomik açıdan anlamlı olup olmadığını belirler ve sizden yapmanız istenecek takımlama yatırımını doğrudan etkiler.
- Yalnızca gerçekte denetleyeceğiniz toleransları belirtin. Gelen muayeneniz bir boyutu kontrol etmiyorsa, tedarikçinizi bu konuda ±0,02 mm'de tutmanın bir anlamı yoktur; yalnızca hiçbir fayda sağlamadan daha sıkı bir süreç için ödeme yapmış olursunuz.
- Takım onayından önce bir DFM incelemesi talep edin. Keskin bir iç köşeye yarıçap eklemek, delikten kenara mesafeyi ayarlamak veya bükme kabartmasını değiştirmek gibi küçük değişiklikler, hiçbir tasarım hatası olmaksızın takım aşınmasını önemli ölçüde azaltabilir ve parça tutarlılığını iyileştirebilir.
- Uygun olduğu durumlarda damgalama tedarikçilerinizi birleştirin. Geniş malzeme kapasitesine sahip bir üretici kullanmak, daha az kalifikasyon süreci, yönetilecek daha az takım stili ve yüksek talep dönemlerinde öncelikli planlama için daha güçlü bir kaldıraç anlamına gelir.
- Takım kesilmeden önce yüzey kaplamanızı planlayın. Bazı bitirme işlemleri (örneğin, ağır çinko kaplama), parçanın geometrisine başlangıçtan itibaren dahil edilmesi gereken, daha sonra yeniden donatılması gereken boyutsal birikim ekler.
Neden Özel Bir Donanım Damgalama Üreticisiyle Çalışmalısınız?
Donanım damgalaması dışarıdan bakıldığında aldatıcı derecede basit görünüyor; bir baskı aşağı iniyor, bir şekil çıkıyor. Uygulamada, yüksek kaliteli bir damgalama işlemi hassas kalıp mühendisliğini, malzeme bilimi bilgisini, proses kontrol disiplinini ve takım aşınmasına hızlı tepki vermeyi gerektirir. Vasat bir tedarikçi ile yetenekli bir tedarikçi arasındaki fark, yalnızca parça başına fiyatta değil, hurda oranınızda, montaj hattı uygunluk kontrollerinizde ve garanti taleplerinizde de kendini gösterir.
Changzhou Dingjia Metal Technology Co., Ltd., 2010 yılından bu yana hassas donanım damgalama parçaları üretmektedir. 6.900 m² tesis Changzhou, Wujin Bölgesinde, 56 deneyimli teknisyen ve 24 delme makinesinden oluşan bir ekiple Aylık 500 ton damgalama kapasitesi . Üretimimiz hem demir hem de demir dışı malzemeleri kapsamakta olup, parçalarımız dünya çapında otomotiv, elektronik ve tıbbi makine sektörlerindeki müşterilere hizmet vermektedir.
Donanım damgalama parçaları tedarik ediyorsanız ve ürün yaşam döngüsünün tamamını destekleyecek takım derinliğine, kalite altyapısına ve malzeme yelpazesine sahip bir üretici istiyorsanız, sizi ürünlerimizi keşfetmeye davet ediyoruz. komple donanım damgalama parçaları yelpazesi veya proje gereksinimlerinizi görüşmek için doğrudan bizimle iletişime geçin.











